
Boiler Water Treatment Chemicals
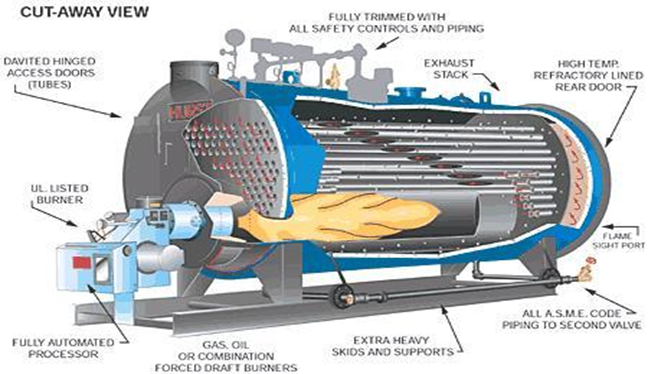
Boilers are at the heart of industrial operations — powering heating systems, steam generation, and vital production processes. However, without proper treatment, impurities in feed water can cause scaling, corrosion, and carryover, reducing efficiency and leading to costly downtime.
At Trio Chemical Technologies (Pvt.) Ltd., we specialize in Boiler Water Treatment Chemicals that ensure your systems perform at their peak , safely, efficiently, and economically. Our chemical programs are formulated to prevent scale formation, eliminate corrosion, and control sludge, while improving heat transfer and minimizing maintenance costs.
Our solutions are tailored according to boiler type, pressure, feed water source, and system design , ensuring maximum reliability and operational consistency.
What is Boiler Water Treatment?
A boiler water treatment system is designed to remove or neutralize impurities from feed water before it enters the boiler.
Effective treatment protects internal surfaces against scale, corrosion, and carryover, ensuring:
- Enhanced energy efficiency
- Longer equipment life
- Reduced fuel and maintenance costs
- Improved steam purity
Our expert field engineers and chemists perform detailed water analysis and system evaluations before recommending a treatment plan specific to your operational requirements.
Our Range of Boiler Water Treatment Chemicals
TCT-1000
Phosphate Based Steam Boiler Antiscalant & Dispersant.
A high-performance phosphate-based formula that prevents scale deposition and sludge formation in medium and high-pressure boilers. Keeps heat transfer surfaces clean and ensures stable operating efficiency.
TCT-1050
Combined Phosphate & Sulphite Treatment with Polymers.
Phosphate for scale control and sulphite for oxygen scavenging, enhanced with dispersant polymers. Provides complete internal treatment for boilers using moderate hardness feed water.
TCT-1100
Sulphite Based Oxygen Scavenger (Liquid)
A fast-acting liquid sulphite compound designed to remove dissolved oxygen and prevent pitting corrosion in boiler tubes and feed lines. Ideal for low to medium-pressure boilers.
TCT-1150
Sulphite Based Oxygen Scavenger (Powder)
Powdered oxygen scavenger suitable for feedwater tanks and systems requiring batch-type dosing. Provides effective protection against oxygen attack in standby or intermittent boiler operations.
TCT-1200
Hydrazine Based Oxygen Scavenger for High-Pressure Boilers
Specially developed for high-pressure steam systems, this hydrazine-based formula ensures complete oxygen removal and creates a protective magnetic oxide film on metal surfaces , preventing long-term corrosion.
TCT-1300
Condensate Line Treatment (Volatile Amine Based)
Volatile amine-based inhibitor that neutralizes acidic conditions in condensate lines. Prevents corrosion in return lines and ensures safe, clean condensate flow back to the boiler.
TCT-1400
Sodium Bisulphite Based Preservative for Boiler Tubes
Used during system shutdown or storage periods, this sodium bisulphite-based preservative prevents corrosion and oxidation of idle boiler tubes, keeping the system ready for quick restart without scaling issues.
TCT-1250
Oxygen Scavenger & Carbon Dioxide Neutralizer (DEHA Based)
An advanced DEHA-based treatment offering dual protection, oxygen scavenging and CO₂ neutralization. Compatible with all boiler types, it provides long-term condensate line protection and minimizes metal corrosion.

Get Expert Support
Need guidance on selecting the right boiler water treatment program?
Our technical consultants are ready to analyze your system and recommend the best chemical solution.
Email: info@triochemical.com
Call: +92 300 8668873 | +92 300 5546722
Why Choose Trio Chemical Technologies?
- Decades of experience in industrial boiler chemistry
- Customized treatment programs based on feed-water quality
- In-house analytical laboratory in Lahore for precise testing
- Continuous technical service and field support
- Environmentally responsible and cost-effective formulations
